Vacuum Heat Treatment
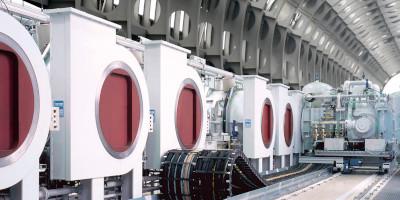
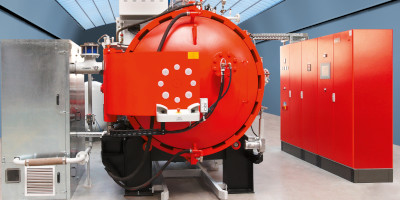
This includes vacuum furnaces for heat treating metallic materials. Such equipment is used for heat treating of tools, high precision parts for engines and fuel injectors as well as for transmissions. Sintering of high strength cemented carbides and special oxides is also a part of Heat Treatment.