
Processes
ALD – High-Tech Solutions for Metals under Vacuum
What do vacuum and metals have in common? Metals can be produced in absence of air, in vacuum, with higher purity and quality. ALD is one of the leading suppliers of corresponding vacuum furnaces and vacuum processes. We are operating in all fields of vacuum metallurgy and vacuum heat treatment with high-tech products and services. The use of these metal-making processes in modern, efficiently functioning production systems greatly reduces costs. The recycling of revert from the processing of costly materials contributes to the economy´s cost-effectiveness.
Primary & Secondary Melting Vacuum Induction Melting
Vacuum induction melting (VIM) is one of the most commonly used processes in secondary metallurgy applied for refining treatment in the liquid state and adjustment of chemical composition and temperature. Vacuum induction melting is indispensable in the manufacture of special alloys, which must be melted under vacuum or in an inert gas atmosphere because of their reactivity with atmospheric oxygen. Typical markets for VIM-products are Aviation Industry, high temperature alloys (superalloys), electronic application and special steels.
Remelting
Electron Beam melting is of great importance in melting metals with high melting point (Ta, Nb, Hf) and reactive metals (Ti, V, Zr). The melting process takes place under high vacuum in ceramic free crucibles using high power Electron Beam guns as the most flexible power source. Its refining capability makes the Electron Beam melting process ideal for production of electronic material of highest purity like sputtertargets but as well as for the mass production of Titanium via Electron Beam cold hearth refining. This process allows the reuse of Titanium scrap in remelting of material for aerospace application without risk of contamination. Electro Slag Remelting (ESR) and Vacuum Arc Remelting (VAR) are widely used for improved refining and controlled solidification structure of casted Ingots. The ESR technology is utilized for the production of smaller weight ingots of tool steels and superalloys, but also of heavy forging ingots up to ingot weights of 200 tons. Special feature of the ESR-process is the capability to produce rounds or square ingots but also rectangular shaped slabs. Generally the ESR process offers very high, consistent, and predictable product quality. Finely controlled solidification improves soundness and structural integrity. This is why ESR is recognized as the preferred production method for high-performance superalloys that are used today in industries such as aerospace and nuclear as well as energy engineering. Other important branches of application are tool & die steels, electronic applications, defense and engineering steels. VAR is widely used to improve the cleanliness and refine the structure of standard air-melted or vacuum induction melted ingots, then called consumable electrodes. VAR steels and superalloys as well as titanium and zirconium and its alloys are used in a great number of high integrity applications where cleanliness, homogeneity, improved fatigue and fracture toughness of the final product are essential. Aerospace, power generation, medical and nuclear industries rely on the properties and performance of these advanced remelted materials.
Vacuum Precision Casting
The majority of vacuum investment castings like turbine blades and vanes for the aircraft and industrial gas turbine are made from Ni-base superalloys and are produced in a vacuum induction melting and investment casting furnace. In vacuum investment casting furnaces, a master alloy composition is inductively melted and then poured into an investment mold. The solidification structure of the casting can be equiaxed (E) (uncontrolled, from outside to inside) or, through the use of an additional mold heater, directionally solidified (DS) or single crystal (SC). The DS/SC components have increased strength at high temperatures close to the melting temperature of the alloys. An improvement of the solidification conditions for large DS/SC components is provided by the liquid metal cooling (LMC) process. In the LMC process, the mold is immersed for solidification of the components into a liquid tin cooling bath. The heat extraction from the component is based on heat conduction and convection, which is remarkably better than the radiation heat extraction of the conventional DS/SC process. Larger temperature gradients are especially important for the production of large DS/SC parts, e.g., for turbine blades and vanes for stationary gas turbines.
Cold Wall Induction Melting and Casting
When reactive materials such as Titanium, Zirconium or intermetallic alloys and high temperature materials are to be processed with stringent requirements towards cleanliness and safety, the cold crucible induction melting and casting method is the solution to overcome major limitations of the induction melting method with ceramic crucibles.
- The copper crucible avoids any contamination of the charge material;
- Electromagnetic stirring of the melt provides excellent thermal and chemical homogenization of the melt.
The cold wall induction crucible is made of a plurality of water-cooled copper segments that allows the induction field to couple and heat the charge material. The induction field creates a vigorously stirred melt throughout the entire melt time with excellent chemical and thermal homogenization.
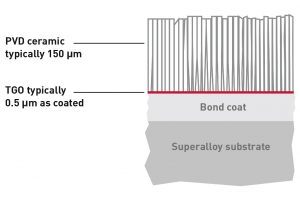
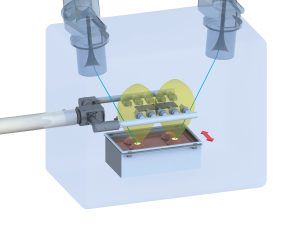
Thermal Barrier Coating
Thermal barrier coatings (TBC) with up to 150 μm thickness are used in all modern aircraft engines for protection of turbine blades and vanes in the hottest zone of an engine. Current industry standard are ceramic coatings with zirconia (ZrO2) partially stabilized with Yttria (e.g. 7YSZ). High rate Electron-Beam-Evaporation (EB-PVD) has been used for such coatings due to its excellent balance between technology and cost performance. High productivity is reached by a feedstock arrangement which allows production times of several days before venting of the coating chamber is required and new ingot material is brought into the machine. Programmable substrate movement with angle depending rotation speed of the parts during coating allows on complex part geometries controllable thickness distribution. Constant evaporation with respect to thickness of the coating and substrate temperature is maintained by the deflection control system ESCOSYS©. TBCs consisting of two different materials are possible by the use of a multi ingot option. Up to four substrate loading and unloading stations can be used in the advanced coater for maximum throughput.
Metal Powder Production – Inert Gas Atomization
Induction melting of metal feedstock and alloys in vacuum or controlled inert gas atmosphere combined with inert gas atomization is the leading process to produce huge volumes of high-quality and spherical metal powders. In the inert gas atomization process a stream of liquid metals flows through a high-pressure inert gas which breaks apart the molten metal stream into droplets that solidify in-flight into spherical powder particles. This process enables the cost-efficient and reliable production of metal powders with specific quality criteria such as spherical shape, good rheological flow characteristics, defined particle size, low oxygen and nitrogen concentrations and high purity. The produced powders are used as raw materials and processed into parts and coatings by 3D-metal printing, AM, MIM and HIP processes and are widely used in demanding applications in the aviation, automotive, medical, electronic and tool industries and even the household article market. ALD offers various combined melting and atomization systems with different melting configurations to address a wide range of specific material requirements which enable the production of Ni-super-alloy, high-grade steel, Co-Cr as well as reactive, refractory and precious metal alloy powders.
Silicon Melting & Crystallization
Casting of multi-crystalline, HPM and mono-like silicon ingots by melting of pure silicon raw material followed by Directional Silicon Solidification (DSS) is a key element in the production chain of solar cells and modules. The DSS process not only directly impacts achievable cell and module efficiencies but also yield, productivity and production batch size and determines to a certain extent the final cost structure of energy generation by photovoltaic means. In this process the silicon feedstock is melted at temperatures up to 1500 °C inside a SiN coated SiO2 crucible surrounded by a thermally insulated heating zone made from graphite felt. Subsequently, controlled silicon crystallization is initiated in the same crucible by opening the thermal insulation at the heating zone bottom and simultaneous cooling of crucible bottom by a cooling device placed underneath the heating zone. The process proceeds with crystallization, annealing and cool-down of the produced silicon ingot under inert conditions. SCU (Silicon Crystallization Unit) systems engineered and manufactured by ALD are among the most recognized DSS furnace types and widely applied for production of Gen 5 to Gen 8 silicon ingots throughout the world. The SCU furnace design entirely meets the requirements for cost-efficient production of silicon ingots and is superior to other DSS-type furnace designs with respect to resulting ingot quality, productivity and operating costs.
Special Processes Induction Heated Quartz Tube Furnaces (IWQ Furnaces)
IWQ furnaces are applied for heating and treatment of a variety of different materials, such as metals, metal alloys and glasses, at high-temperatures in vacuum or controlled inert or reactive atmosphere. In the IWQ process energy is inductively coupled into the feedstock either via a susceptor or directly via the charge carrier. The raw materials are isolated from the heating elements and processed in pure atmospheres. Hence, the materials heated in an IWQ furnace have a high degree of purity since there is no chemical interaction between the induction heating source and the material being processed. IWQ furnaces have a modular design and can be adapted to many special applications, such as heat treatment, sintering, metal distillation and glazing processes.
High Vacuum Resistance Furnaces (WI)
WI furnaces are applied for special high-temperature processes in industry and research, such as vacuum annealing, degassing and refining, metal and ceramics sintering, vacuum and active metal brazing and vacuum material testing, with extraordinary requirements on the vacuum level. The WI process uses resistance heating elements which uniformly transmit the heat into the materials to be processed and enable a uniform heat and temperature distribution in the treatment chamber. WI furnaces are equipped with diffusion pumps or turbo-molecular pumps to achieve ultimate vacuum levels less than 1 x 10-7 mbar. Depending on the application and material requirements, vacuum as well as inert, oxidizing or reducing atmospheres can be applied in the WI process.
Vacuum Glass Forming Furnaces (TMS)
TMS furnaces are applied for thermal processing and shaping / forming of glass plates. In the TMS process first glass sheets are heated above the glass bodies and transition temperature using resistance heating elements. Then the soft and viscous glass body is formed by a vacuum deep drawing process using special molds into designed shapes.Individual designed glass products, surfaces and housings produced with TMS furnaces can be used in consumer articles such as smartphones or tablets, PCs and TV monitors and many more other applications in the consumer market.
Hot Isothermal Forging (HIF)
Rotationally symmetric jet-engine parts made of superalloy or Titanium alloys, which have to retain high strength at high temperatures are usually produced by Hot Isothermal Forging (HIF). Hot Isothermal Forging has developed in recent years into an important – and for many applications indispensable – process for production high-quality parts in “near net shape”. HIF Systems from ALD
- Multizone billet heating furnace
- Multizone die heating system
- Microprocessor temperature control
- Manipulator vacuum tunnel
- Multi axis part manipulator
- Process documentation
Near Net Shape Forging under Vacuum A requirement for such metallurgical consistancy of workpiece is the superplastic deformation, which can be achieved by extremely low deformation rates in a narrow temperature band. If the forging is done under superplastic conditions, maintaining certain parameters, only small stresses occur in the workpiece and the grain size remains nearly unchanged. Another advantage of this deformation method is the “near net shape” potential and the related savings in materials plus a greatly reduced need for subsequent machining.
Vacuum Heat Treatment
General
Surface reactions, such as oxidation or decarburizing of parts, for example, can not be prevented in the heat treatment of metals under atmosphere. It has been proven, that the atmosphere quality of vacuum in the range of 10-2 to 10-3 mbar is comparable to industrial gases. Therefore, vacuum offers the possibility to produce and control a protective gas atmosphere in a simple and economic manner.
Annealing
Annealing in vacuum is used to create specific material properties in metallic materials without having undesired surface reactions. Generally, the parts are stepwise heated to annealing temperature and held there for a certain time, depending on the geometry and the material of the parts. Subsequently, the parts are cooled down to ambient temperature. Examples for annealing processes in vacuum are:
- Hydrogen-degassing annealing
- Normalizing
- Soft annealing
- Stress relief annealing
- Demagnetization annealing
- Bright annealing / solution annealing
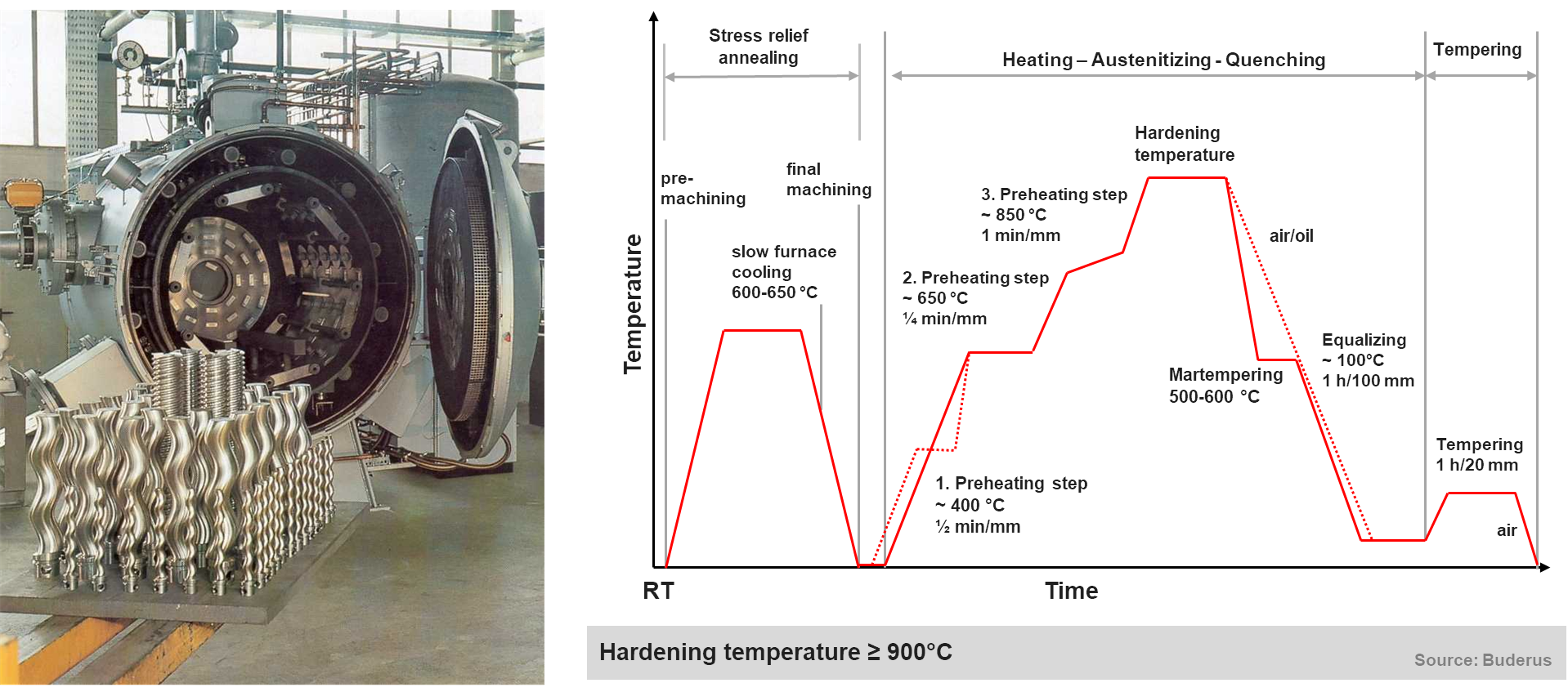
Hardening and Tempering
During hardening and tempering in vacuum the work pieces are subjected to different temperature/time sequences in order to obtain changes in the microstructure. In most cases the goal is to improve hardness. Therefore the parts are heated to austenitizing temperature in one or more steps. Upon completion of austenitization, the parts are quenched at high quenching velocity in order to change the austenite into martensite, thus obtaining the desired increase in hardness. Quenching is performed with gases like Nitrogen, Argon or Helium at pressures up to 20 bar. Depending on the material and application the parts are tempered one time or several times in vacuum plants or protective plants following hardening in order to obtain the required strength and toughness properties.
Casehardening in Vacuum
Casehardening in vacuum is used to obtain a part with a solid, tough core and a hard, wear-resistant surface. It is applied to increase the fatigue limit of dynamically loaded components.
Low Pressure Carburizing
Case hardening by low pressure carburizing with high pressure gas quenching is an innovative heat treatment technology for surface hardening of metallic work pieces and is used in the entire field of mechanical engineering particularly in automotive engineering. Low pressure carburizing (LPC) is a casehardening process which takes place in a pressure range of 5 mbar to 15 mbar and a temperature range of 870 °C to 1050 °C in the absence of oxygen. For carburizing, oxygen-free hydrocarbons like Acetylene (C2H2) and sporadically Propane (C3H8) are used.
Low pressure carburizing offers the following advantages:
- fast carbon transfer, i.e. short carburizing cycle
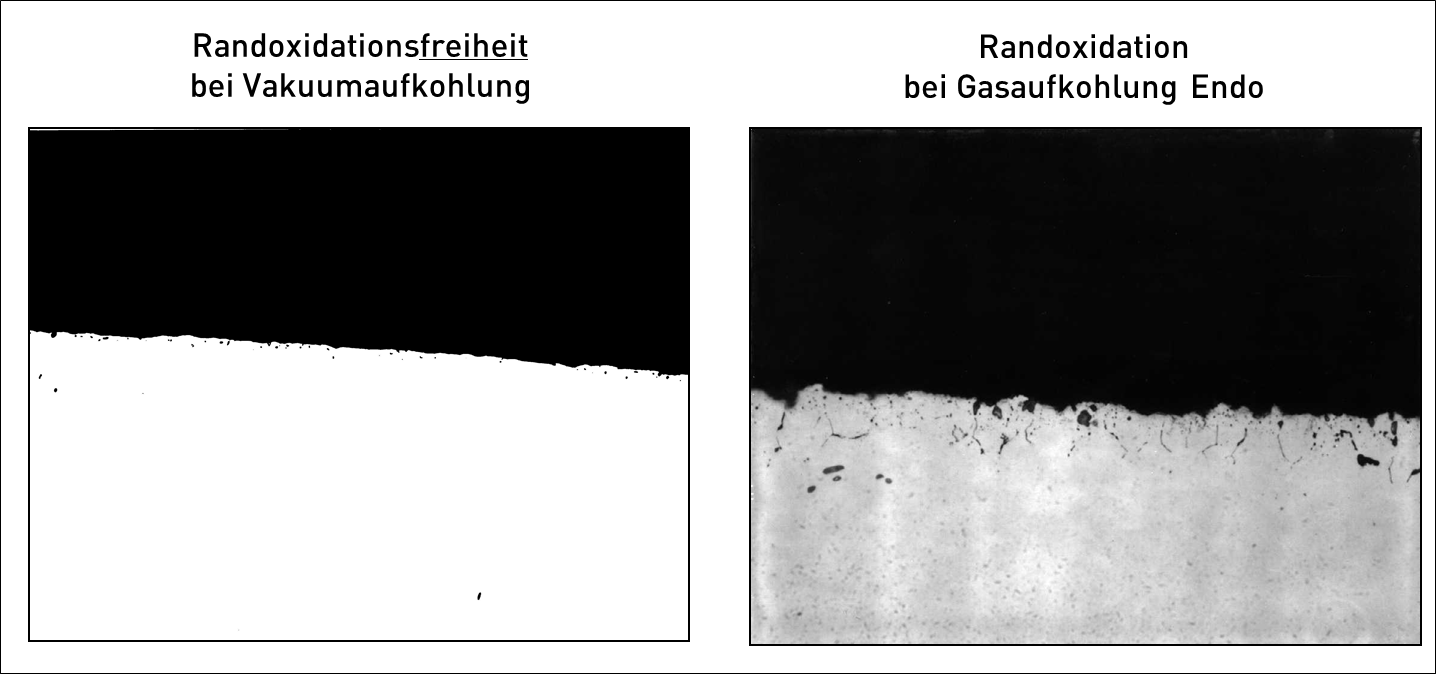
- no intergranular oxidation, i.e. superior part quality
- good case depth uniformity
- application of high carburizing temperatures
- low energy consumption as no conditioning required
- low gaseous and thermal emissions
- simple process control
- low gas consumption
- ready for production integration
Carbon transfer and –diffusion during low pressure carburizing can be simulated by means of a software.
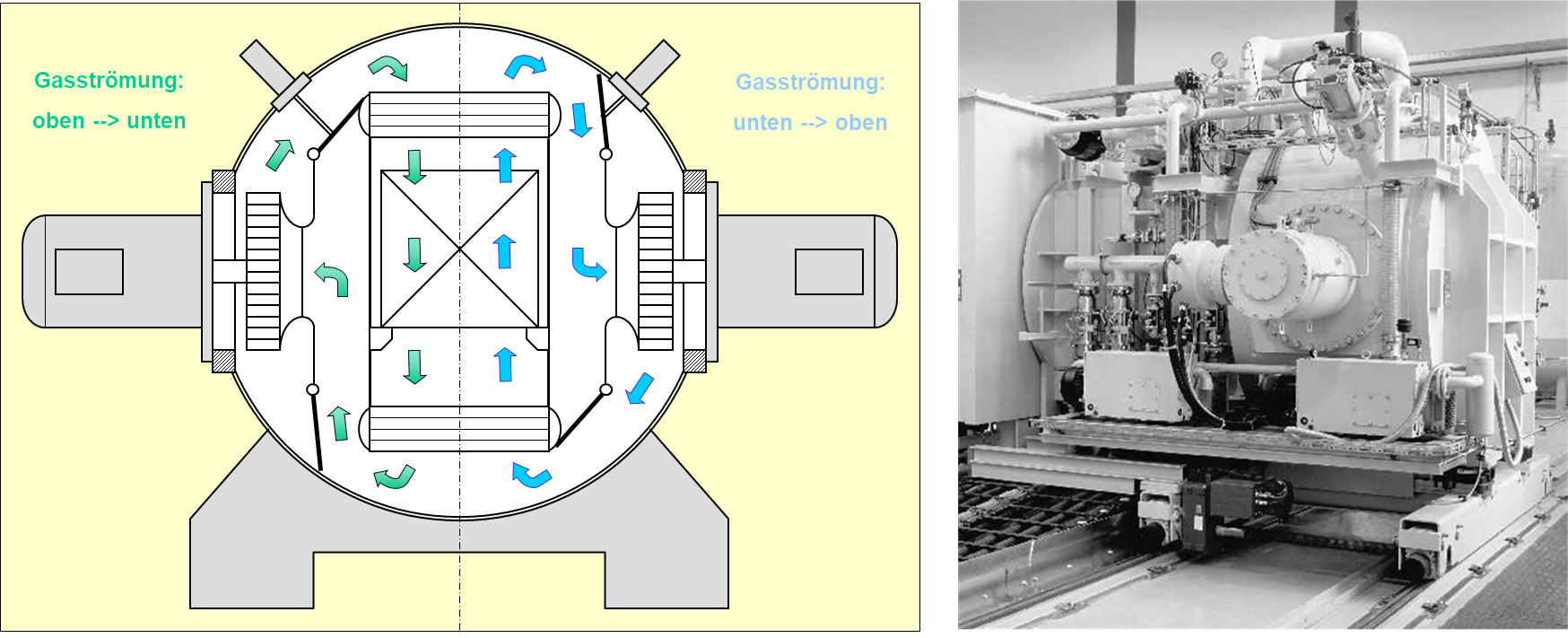
High pressure gas quenching
During high pressure gas quenching previously austenitized resp. thermochemically treated parts are quenched in an inert gas flow in a pressure range between 2 bar and 20 bar. High pressure gas quenching is an environmentally friendly and low distortion quench process compared to liquid quenching with oil, polymer or water. By enhancing gas pressure and gas velocity as well as through the development of separate quench chambers, so called “cold chambers”, high pressure gas quenching has become established for the hardening of low alloyed casehardening steels and heat treatable steels.
The “dry” gas quenching has the following advantages compared to liquid quenching:
- quenching intensity can be controlled by gas pressure an gas velocity
- clean surfaces of parts after heat treatment, no washing of parts
- environmental-friendly process (no disposal of oil, salt bath residues or detergent residues)
- potential to reduce heat treat distortion (changes of the part-geometry in form and size)
- possibility to integrate heat treatment into the production line
Vacuum brazing
High temperature brazing is a joining technology which allows to form compounds with mechanical and chemical properties which are similar to that of the base material, as long as the material and design are suitable for brazing. It is frequently applied in the refrigeration and air-conditioning technology as well as in many fields of traffic-, energy-, and process technology.
In high temperature brazing, the brazing material melts at temperatures of more than 900 °C without flux, whereby the base material remains solid. A solid metallic joint is formed with properties that can be influenced by the process. Large, complexly shaped parts and smaller quantities on the other hand are high temperature brazed in single chamber vacuum plants.
Brazing in vacuum (10-1 to 10-6 mbar) offers a number of advantages.
- no repeated oxidation of broken oxide layer caused by different thermal expansion of oxide and metal during heating
- good wettability through the reduction of metal oxides at high temperatures in vacuum
- prevention of gas inclusions in the brazing gap
- gap-free, high-strength compounds
Vacuum sintering with pressure
In powder metallurgy compact fine grained semifinished or finished parts are produced in a multistage process. Metal powder is mechanically compacted to green bodies using molding tools or molding presses. The following over-pressure sintering process starts with a dewaxing step, where the binder is removed from the green part in vacuum or hydrogen atmosphere. This is followed by a vacuum sintering process in the temperature range of 1400 °C to 1500 °C. After vacuum sintering subsequent over-pressure sintering takes place at e.g. 60 or 100 bar Argon at the same temperature level. Finally, the hard metal load is cooled down to room-temperature by means of circulated Argon.

State of the art overpressure sintering furnaces with integrated multi-dewaxing system and fast gas cooling unit are designed, that all process steps can be performed in one chamber. This leads to a remarkable cost-effectiveness with optimum hard metal properties with respect to homogeneity, durability, hardness, porosity and magnetic saturation.